Successful case- i-Center comparison with HSS center drill
2021-08-03
We are going to share you a successful case of Nine9 i-Center.
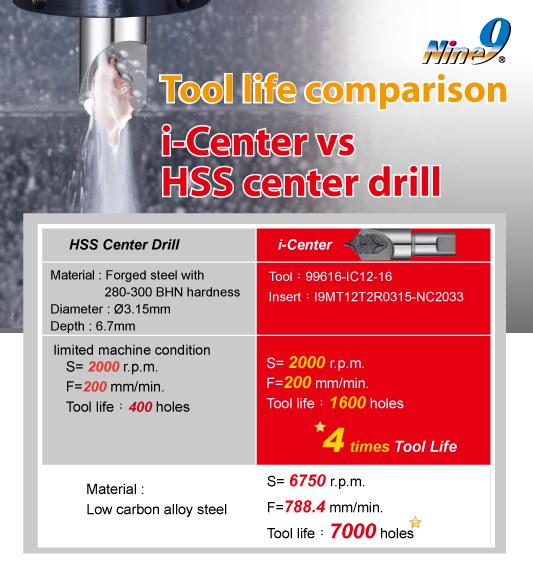
The case came from a global technology company, supplier of mobility system. In the past, they used HSS center drill to make center holes of workpiece of crankshaft, workpiece is forged steel with 280-300 BHN hardness. HSS center drill has tool life about 400 holes per corner. Since they heard Nine9 from other satellite factory great use experience, they came to Nine9 asked if we could help them to improve tool life without changing parameters due to the machine condition.
According to requested pilot diameter 3.15mm Form R type, and drilling depth 6.7mm, we recommend a standard item I9MT12T2R0315-NC2033 for a trial.
The cutting parameters satisfied their request also proved i-Center works well in limited machine condition at 2,000 r.p.m. and F=200 mm/min. Tool life increases to 1,600 holes per corner. It’s 4 times more than HSS center drill.
i-Center is workable for increasing tool life in limited machine condition, of course, it preforms even better when run at high speed ex 5,000 r.p.m. for productivity purpose. Reducing cutting time and tool changing/setting time for mass production works. By our own test in low carbon alloy steel, the spindle speed at 6750 r.p.m. and tool life is 7000 holes per corner. It’s proved again i-Center can enhance tool life and improve your productivity.
In addition, i-Center has a wide option shanks including weldon shank, pre-balanced cylindrical shank, 25x25 square shank, double flat shank and ER integrated shank.
Soon, we’ll share you another case in productivity improvement case afterward.
More information: https://nine9.jic-tools.com.tw/i-center-drill.htm
