Indexable center drill application for gear shaft center hole
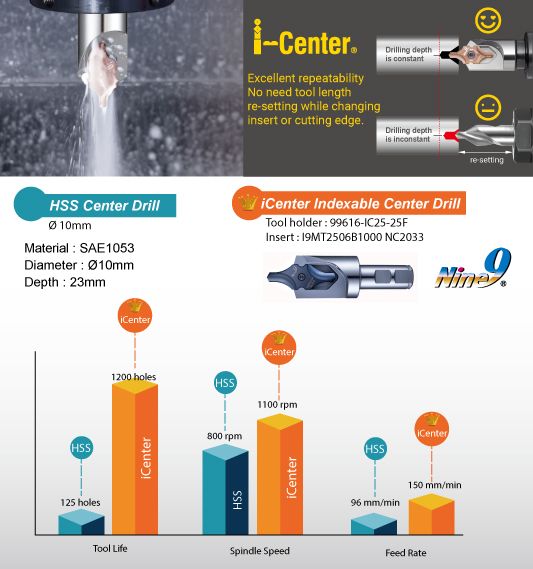 |
| Challenge: A leading automotive parts manufacturer faced a challenge while using conventional HSS drills to machining SAE1053 Carbon Steel Compositions for forging to hot-rolled and cold-finished Bars for their gear shaft center hole. Every 125 holes, production had to stop to replace the worn-out drill, leading to costly downtime and inefficiencies. Solution: After they switched to Nine9 indexable iCenter Insert :I9MT2506B1000 NC2033 DIN332 Form B with pilot diameter 10mm. the results were game-changing: ● 10X Tool Life – No more stopping every 125 holes. The iCenter exceeded 1,200 holes per insert, significantly reducing tool change interruptions. ● Faster Machining – With a 38% increase in spindle speed (1,100 RPM vs. 800 RPM) and a 40% higher cutting speed (35 m/min vs. 25 m/min), cycle times improved, boosting overall productivity. ● Higher Feed Rate – At 150 mm/min vs. 96 mm/min, the iCenter enabled 56% faster material removal, keeping up with the demands of high-volume automotive manufacturing. But that’s not all - the biggest advantage of iCenter is that there is no need to reset tool length when changing inserts or cutting edges, further minimizing downtime and maximizing efficient. If your factory is still struggling with frequent tool changes and slow drilling cycles, maybe it’s time to rethink your process. Let’s talk about how Nine9 iCenter can keep your production running at full speed. More information: https://nine9.jic-tools.com.tw/i-center-drill.htm |
